En blød køligere rygsæk bærer et simpelt løfte: Hold isen frosset i dagevis, og lad den ikke lække. Det løfte viser sig at være sværere at holde, end det lyder - og kløften mellem produkter, der holder det, og produkter, der næsten ikke altid holder, kommer ned til to tekniske beslutninger: Hvad køleren er lavet af, og hvordan den er sat sammen.
Hvorfor materialevalg starter med foringen, ikke med skallen
De fleste købere vurderer køligere rygsække udefra - stofvægt, udvendig finish, remkvalitet. Disse betyder noget, men foringen er der, hvor kerneydelsen bestemmes. Det er i direkte kontakt med is, mad og smeltet vand i timevis ad gangen, og det er overfladen, der enten indeholder det vand eller lader det undslippe.
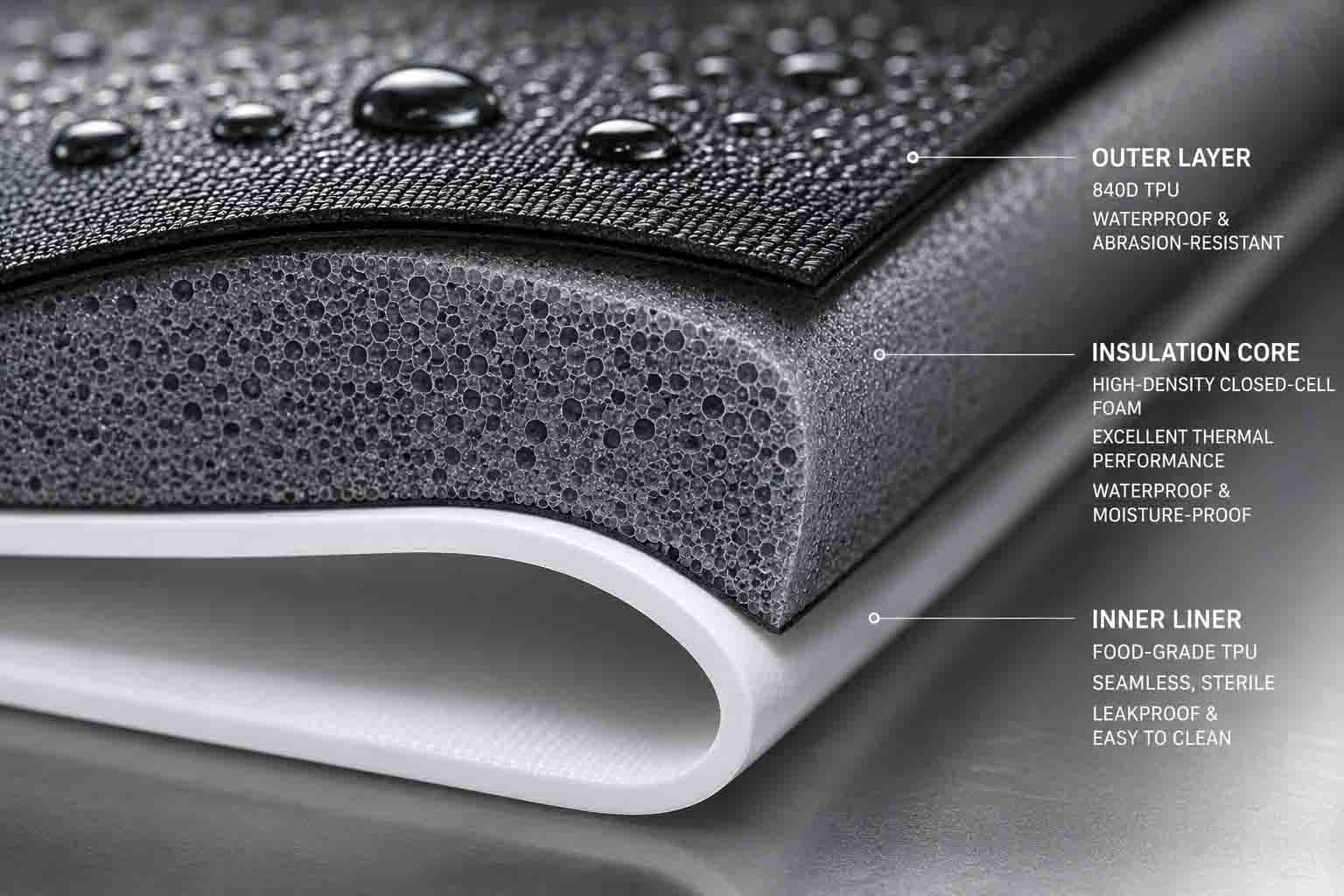
Premium bløde kølige rygsække bruger fødevaregodkendt TPU (termoplastisk polyurethan) til både den udvendige skal og indvendige foring. Valget er ikke vilkårligt.
Til det ydre tilbyder TPU en kombination af slidstyrke, punkteringsmodstand og fleksibel holdbarhed, som standard polyester- eller nylonbelægninger ikke kan matche ved længerevarende brug i marken. En køler, der bruger tid på at blive sat ned på ujævnt terræn, pakket ind i køretøjets lastområder eller båret gennem tætte børster, akkumulerer mekanisk belastning på overfladerne. TPU håndterer denne belastning uden overfladerevner eller delaminering - en kendt fejltilstand i billige kølige stoffer, der bruger tyndere belægninger over svagere basisstoffer.
Temperaturadfærd er lige så vigtig. PVC, det gamle materiale til vandtætte udendørsprodukter, bliver skørt og tilbøjeligt til at revne ved lave temperaturer - hvilket skaber et ironisk problem for et produkt designet til at holde is. TPU bevarer fleksibiliteten over et bredt temperaturområde, inklusive de kolde forhold, der er præcis, når en køligere rygsæk er under belastning. Det modstår også UV-nedbrydning bedre end PVC under vedvarende soleksponering, hvilket betyder noget for et produkt, der bruges i udendørs miljøer over flere sæsoner.
Specifikt for den indvendige liner er fødevaregodkendt certificering ikke en markedsføringsbetegnelse - det er en materialespecifikation. Foringen skal være FDA-kompatibel, BPA-fri og antimikrobiel for at være egnet til direkte kontakt med mad og drikkevarer. Disse krav indsnævrer materialevalget betydeligt og udelukker en række billigere alternativer, som ellers kunne bestå en grundlæggende vandmodstandstest.
Hvor syede kølere fejler, og hvorfor det er strukturelt
Det mest konsekvente fejlpunkt i budget-bløde kølere er ikke isoleringsskummet, og det er ikke lynlåsen – det er sømmen mellem de indvendige foringspaneler. At forstå hvorfor kræver at man ser på, hvad syning faktisk gør ved et vandtæt materiale.
Industriel syning forbinder stofpaneler ved at føre nåle gennem dem med høj tæthed. Hver nålepasning skaber en perforering i den vandtætte membran. En typisk søm kan producere flere hundrede af disse perforeringer pr. meter sømlængde. Producenter løser dette med sømtape påført over syningen, som dækker hullerne og genopretter vandmodstanden - midlertidigt.
Problemet udvikler sig over tid og under brugsstress. Smeltet isvand, der sidder mod foringssømmene, skaber konstant hydrostatisk tryk. De fleksible cyklusser med at bære en fyldt rygsæk arbejder med tapebindingskanterne gentagne gange. Soleksponering og temperaturcyklus forringer tapeadhæsionen gradvist. Til sidst løfter båndet sig i et hjørne eller en kant, vandet finder nålehullerne nedenunder, og foringen lækker - ikke katastrofalt, men vedvarende på den måde, der ødelægger en pose dagligvarer eller gennembløder en pakke elektronik på en dagstur.
Dette er et strukturelt resultat af byggemetoden, ikke en kvalitetskontrolfejl. Syet konstruktion med sømtape kan producere et produkt, der består den indledende vandmodstandstest. Det kan ikke pålideligt producere et produkt, der bibeholder denne ydeevne over mange års reel brug.

Højfrekvent svejsning: Hvordan sømfejlstilstanden bliver elimineret
Højfrekvenssvejsning (HF) - også kaldet RF-svejsning - løser problemet med syet søm ved at ændre, hvad en søm er.
I stedet for mekanisk at fastgøre to paneler af TPU sammen med gevind, bruger HF-svejsning elektromagnetisk energi ved 27,12 MHz til at generere varme inde i TPU-materialet ved sammenføjningszonen. Det vekslende elektromagnetiske felt får de polære molekyler i TPU'en til at oscillere hurtigt, hvilket producerer intern friktion og varme. Under samtidigt påført pneumatisk tryk når materialet ved grænsefladen mellem de to paneler sin fusionstemperatur, og lagene smelter sammen på molekylært niveau.
Når det elektromagnetiske felt fjernes, og materialet afkøles under vedvarende tryk, er de to paneler blevet til ét sammenhængende stykke materiale ved svejsezonen. Der er ingen nålehuller, ingen tråd og ingen tape, der dækker noget. Sømmen er ikke forseglet - den eksisterer ikke længere som en separat struktur. Den indvendige foring af en HF-svejset blød køler er effektivt en enkelt vandtæt kumme.
Rent praktisk betyder det, at smeltet isvand sidder mod en overflade uden gennemtrængningsveje. Der er ingen tapekanter, der skal løftes, ingen stinghuller, der skal åbnes under tryk, og ingen nedbrydningsmekanisme, der gradvist reducerer sømmenes ydeevne i løbet af produktets levetid. En svejsezone, der holder vand den dag, produktet afsendes, vil holde vand på samme måde to år senere, forudsat at grundmaterialet ikke er fysisk beskadiget.
Konstruktionsmetoden giver også mulighed for integration af lufttætte lynlåssystemer, der komplementerer den svejste liner. Når en korrekt specificeret vandtæt lynlås bruges sammen med en HF-svejset krop, er resultatet en køler, der kan vippes på siden, vendes eller nedsænkes uden at lække - ikke på grund af forsigtig håndtering, men fordi der ikke er nogen strukturel vej for vandet at komme ud af.

Laboratorietestning: Hvordan ydeevnepåstande bliver valideret
Materialespecifikationer og konstruktionsmetoder bestemmer, hvad en køligere rygsæk i princippet er i stand til. Laboratorietest afgør, om et specifikt produkt rent faktisk yder det potentiale. For premium bløde kølere er tre testprotokoller mest konsekvente.
Isretentionstest
Istilbageholdelse er det centrale præstationskrav for enhver køler, og den er meget følsom over for, hvordan testen køres. Meningsfuld test placerer en fyldt køler i et klimakontrolleret kammer, der holder en vedvarende omgivelsestemperatur - typisk 90°F (32°C) eller derover, som simulerer topsommerforhold - og måler, hvor længe fast is opretholdes. Førsteklasses konstruktion ved hjælp af skumisolering med lukkede celler kombineret med HF-svejsede sømme og lufttætte lukninger opnår konsekvent 48 til 72 timers istilbageholdelse under disse forhold, afhængigt af skumtykkelse og initial isbelastning. Tests, der kører ved lavere omgivende temperaturer eller med forkølede kamre, giver længere tal, der ikke afspejler reel udendørs brug.
 with a TPU soft cooler backpack inside during ice retention testing; digital temperature display and data logger visible in a QC laboratory setting.")
Hydrostatisk trykprøvning
Sømintegritet under tryk testes ved at puste den forseglede køler op til et specificeret indvendigt tryk - målt i bar - og verificere, at ingen luft slipper ud gennem sømzoner eller lukkesystemer. En test på 1,0 bar, svarende til det hydrostatiske tryk i en 10 meter lang vandsøjle, er den passende standard for produkter beregnet til ægte udendørs brug, inklusive potentiel nedsænkning. IPX7 (1 meter nedsænkning i 30 minutter) og IPX8 (vedvarende nedsænkning ud over 1 meter) skal verificeres ved kammertest i stedet for selvcertificering. HF-svejsede sømme holder konstant på 1,0 Bar; syede sømme med tape fejler typisk mellem 0,1 og 0,3 bar under samme testprotokol.
Drop- og belastningstest
En fuldt læsset blød kølerrygsæk – is, mad og drikkevarer sammen – kan veje 15 til 20 kg. Selesystemet, skulderstroppernes fastgørelsespunkter og bærehåndtagene er alle under betydelig belastning under normal brug, og denne belastning koncentreres ved svejse- eller stingfastgørelsespunkter. Belastningstest anvender maksimal nominel vægtkapacitet på bæresystemet og udsætter det for gentagne faldcyklusser for at verificere, at fastgørelsespunkterne ikke svigter under brug i marken. Denne test er især vigtig for HF-svejsede håndtag og stropper, hvor svejsezonen skal holde bærende hardware uden den forstærkning, som syning giver ved stof-til-hardware-forbindelser.
Hvad disse tekniske beslutninger betyder for OEM-sourcing
Ydeevnegabet mellem en premium blød kølerrygsæk og et produkt, der blot ligner en sådan, bestemmes næsten udelukkende af de beslutninger, der træffes på materialespecifikations- og byggemetodestadiet - før en enkelt enhed produceres. På det tidspunkt, hvor et produkt er på markedet, og kunderne returnerer det for utætte sømme eller mislykket istilbageholdelse, er disse beslutninger allerede låst.
For mærker, der vurderer produktionspartnere til bløde køler, er de rigtige spørgsmål at stille specifikke: Hvilke TPU-kvaliteter bruges til foringen, og har de fødevaregodkendt certificering? Er sømmene HF-svejset eller syet med tape, og hvilket tryk er svejsningerne valideret til? Hvordan ser isretentionstestprotokollen faktisk ud - omgivelsestemperatur, varighed og indledende belastningsforhold? Udføres hydrostatisk test pr. enhed eller pr. batch?
En producent med ægte kapacitet i denne produktkategori vil have ligetil svar på alle disse. Tekniken bag en blød køligere rygsæk, der faktisk yder, er ikke kompliceret at forklare – den er bare specifik, og specificitet er præcis, hvad der adskiller et produkt, der er værd at støtte, fra et, der ikke er det.